Introduction
Most metallic components formed from thin flat pieces start as a thick ingot. Final product thickness is achieved after the metal is solidified by a sequence of mechanical rolling and thermal annealing stages. These steps have high energy, environmental and capital costs. Our broad goal is to develop processes to solidify raw material directly into final product, without downstream processing steps. This vision goes back to Bessemer (1865). It has been only partly realized largely owing to uncontrollable aspects of continuous casting processes. Instabilities often lead to undesirable product features. These instabilities often involve the liquid/gas interface motion in the contacting zone where the molten metal is maintained in the shape of a ‘liquid bead’ by surface tension.
Motivation
High speed leads to high productivity. Rapid solidification leads to novel microstructures, amorphous and nano-crystalline, often with properties uniquely superior to their large-grained equivalents. Examples of commercial products that use spin casting are i) the iron-boron amorphous alloys (by Metglas), whose low magnetic core loss property makes possible ultra-efficient distribution transformer, and ii) the ultra-high strength stainless steel foils (sold by NanoSteel). Other potentially market-disruptive alloys have been made in the materials lab but cannot be continuously cast under the present state of knowledge. The uniquely superior properties that comes with rapid solidification enables many potential applications, and the high productivity that comes from high speeds, along with the savings in energy, environmental and capital costs that comes with a single-step process makes spin casting machines highly attractive as a processing technology. There is also scientific motivation to study planar flow spin casting, also known as planar flow melt spinning. The contacting zone of the process has the fluid flow of molten metal, large heat flux to enable fast freezing and the mechanics of contacting liquid metal against solid metal at high rates. Diffusion of mass can also be important depending on the alloy under process. Small length scales and short time scales make the physical and chemical transformations particularly challenging to observe in the laboratory. This puts extra burden on modeling and simulation. The process is truly interdisciplinary in that the fields of fluid dynamics, thermodynamics, materials science and metallurgy overlap in this technology.
Experiment
The experiments are conducted by feeding molten metal from a crucible (due to imposed overpressure) through a nozzle and into a narrow gap region between the nozzle and casting wheel. The overpressure consists of a metallo-static head and an applied gas pressure. Argon gas pressurizes the crucible and the pressure is ramped through the cast to compensate for the decreasing head of metal, the aim being to keep the overpressure constant. Because of the smallness of the gap, the nozzle interferes with the flow and a puddle of molten metal held by surface tension is formed. With sufficient contact between the wheel and molten puddle, enough heat is removed from the melt for solidification to occur. The wheel moving with a linear velocity of about 10 m/s continually removes the solidified product from the contact zone. The final ribbon thickness is controlled by the breadth of the nozzle, the size of the gap, the amount of pressure, and the speed of the wheel.
Project: High-Speed Casting of Glassy Metals
During processing, most metals such as iron or aluminum will solidify into an ordered atomic-scale crystalline structure. In contrast, if sufficiently hindered during the final stages of processing, solidified metals will lack atomic-scale order. In this study, a planar-flow casting process is used to produce a disordered structure known as glassy metal. Glassy metals often have favorable properties such as ultra-high strength for a glassy stainless steel. The favorable electromagnetic properties of the alloys under study are that they enable energy-savings in applications such as electric vehicle power systems, power harvesting from wind or photovoltaic sun farms and power distribution over the net. Such properties can be further enhanced by incorporating fine features, or nanostructures. This study proposes a new approach to incorporating these fine features during planar flow casting. To be able to manufacture green-enabling products using a technique that itself has low carbon footprint represents a double benefit to society. As part of this project, community outreach will foster the interest of school children in science, technology, engineering and mathematics with a special focus aimed at encouraging high-school girls toward technical careers.
The goal is to develop the ability to rapidly solidify thin metallic glass alloys continuously at speeds of meters per second, all while controlling in real-time the formation of nanocrystals. Control is sought of the extent to which crystallization occurs and where in the solidified product it occurs. At production speeds of meters per second, this represents unprecedented nanostructure control, no matter what the material or fabrication method. The intellectual significance of this work relates to the non-equilibrium materials science of rapid formations on the atomic scale in the presence of high thermal gradients. The approach will include i) experiments using a modified planar-flow casting machine, ii) characterization of the product structure using X-ray diffraction and transmission electron microscopy, iii) simulation of the temperature field within the material and substrate, and iv) mathematical modeling of the metal-on-metal contacting event.

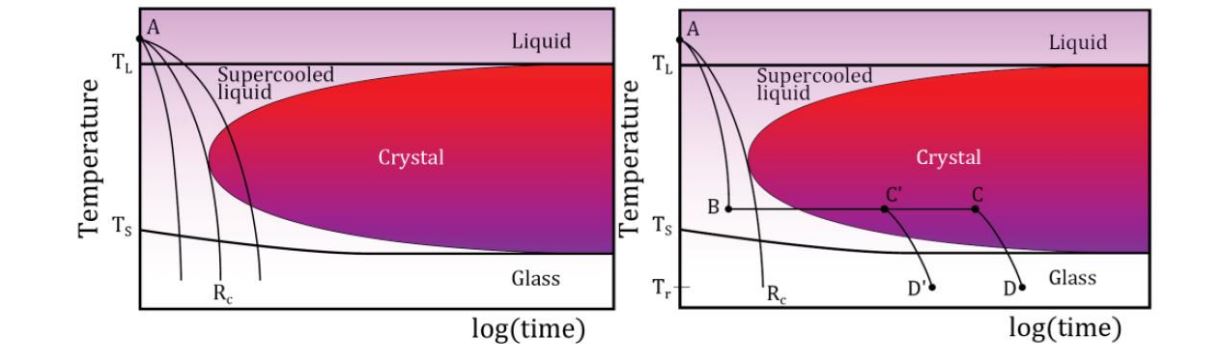
Figure 2. Summary of spin casting advantages (left). Schematic of Bessemer-meets-Gutenberg concept by which the nanostructure of glassy metals is being manipulated (right).
Last edited 12/18/2017